Вертикальные 3-х осевые обрабатывающие центры. HTM1580.

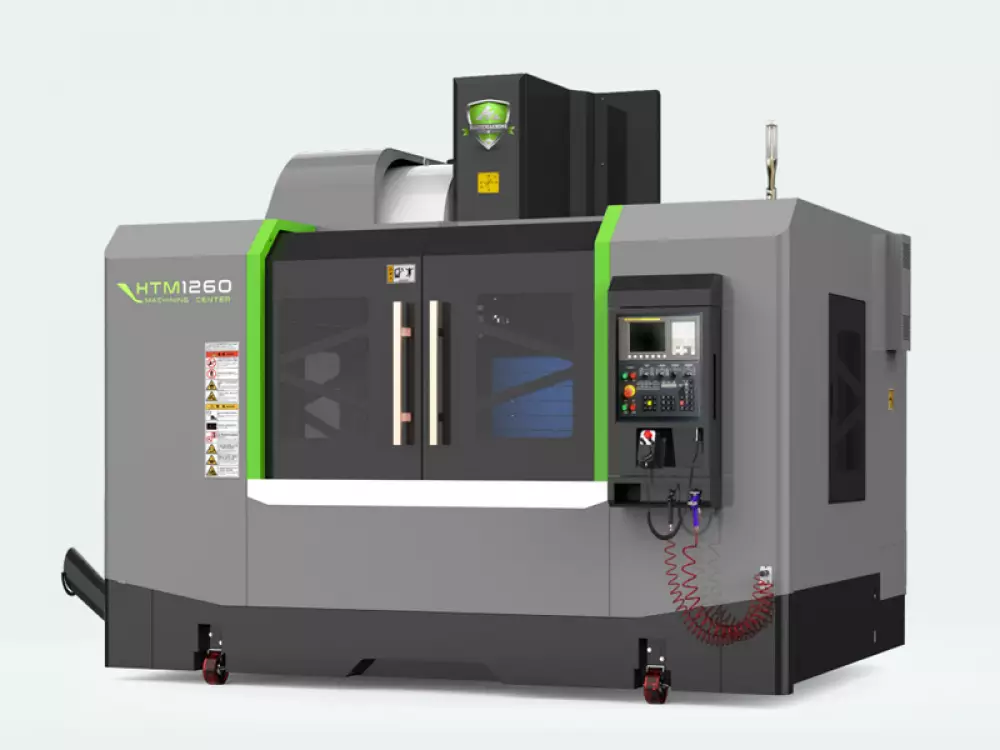
| ПАРАМЕТР | ЕД. ИЗМ | HTM1260 | HTM1370 | HTM1380 | HTM1580 | HTM2010 |
|---|---|---|---|---|---|---|
| Перемещение по осям XYZ | мм | 1200 600 650 | 1300 700 700 | 1500 800 700 | 1500 800 700 | 2100 1000 800 |
| Ход оси Z | мм | 120-770 | 120-820 | 120-820 | 120-820 | 120-900 |
| Быстрый ход по оси Z | мм/мин | 0/10000 | 0/10000 | 0/10000 | 0/10000 | 0/10000 |
| Размер стола | мм | 1300Х600 | 1400Х800 | 1400Х800 | 1600Х800 | 2200Х1000 |
| Максимальная нагрузка на стол | кг | 1000 | 1300 | 1500 | 1500 | 2500 |
| Размеры Т-образного паза стола | мм | 5х18х120 | 5х18х160 | 5х18х160 | 5х18х160 | 5Х18Х200 |
| Быстрая подача | м/мин | 24/36 | 24/36 | 24/36 | 24/36 | 24/36 |
| Скорость шпинделя | об/мин | 8000/20000 | 8000/20000 | 8000/20000 | 8000/20000 | 8000/20000 |
| Конус шпинделя | ISO | ВТ-40/50 | ВТ-40/50-150 | ВТ-40/50-150 | BT-40/50-150 | ВТ-50-150 |
| Стандартное количество инструментов | шт | 24 | ||||
| Мощность шпинделя | кВт | 15 | 15 | 15/18,5 | 18,5 | 18,5 |
| Мощность серводвигателей XYZ | кВт | 22 | 22 | 22 | 22 | 30 |
| Система ЧПУ | тип | FANUC/SIEMENS/SYNTEC/MITSUBISHI/HNC | ||||
| Точность позиционирования | мм | 300/±0,005 | 300/±0,005 | 300/±0,005 | 300/±0,005 | 300/±0,005 |
| Повторяемость позиционирования | мм | 300/±0,003 | 300/±0,003 | 300/±0,003 | 300/±0,003 | 300/±0,003 |
| Рабочее давление воздуха | мПа | 0,6 | 0,6 | 0,6 | 0,6 | 0,6 |
| Общая электрическая мощность | кВт | 25 | 25 | 25,3 | 25,3 | 25,35 |
| Габаритные размеры (Д х Ш х В) | мм | 3300х2400х2570 | 3580х2610х3020 | 3680х2660х2700 | 4300х3110х3140 | 5660х4760х3200 |
| Вес | т | 9 | 12,5 | 18,5 | 18,8 | 18,8 |
1. Корпус станка оптимизирован в максимальной степени. Это делает корпус не только стабильным и надежным, но и предотвращает деформацию корпуса и увеличивает срок службы.
2. Ось X использует двухроликовый прочный рельс для тяжелых нагрузок и конструкцию с шестью подвижными опорами, что значительно увеличивает площадь контакта между подвижной посадкой и линейной направляющей. Максимально увеличивает жесткость при резком и высокоскоростном резании и снижает вибрацию при резании.
3. Ось Y использует прочную направляющую с четырьмя роликами и восемью подвижными седлами. Контактная поверхность тела четырех линейных рельсов и контактная поверхность гнезда винтового подшипника позиционируются и формируются с помощью прецизионной обработки на высокоточном шлифовальном станке с ЧПУ, а установка постоянно калибруется с помощью лазерного автоматического инструмента. Это обеспечивает высокую точность при установке нескольких направляющих рельсов.
4. Колонна оси Z имеет структуру «горбун», которая может поглощать воздействие тяжелых нагрузок при высокоскоростной обработке.
5. Предварительно настроена конструкция стопорной гайки. Стопорные гайки на обоих концах ШВП заранее установлены таким образом, чтобы стопорные гайки соприкасались с торцом.
6. Используется оригинальная активная система смазки. Система ЧПУ напрямую контролирует подачу масла из масляного насоса, который осуществляет впрыск масла по требованию и может обнаруживать проблемы, вызванные масляным контуром станка, генерировать предупреждение, предотвращая повреждение станка и увеличивая срок службы станка.